|
Home
|
Kontakt
|
Zur Kasse
Gewindefest
Gewindefest
Die sichere und preiswerte Lösung bei ausgerissenen Innengewinden zur Herstellung hochbelastbarer Schraubverbindungen in Alu-Legierungen, Gusseisen und Kunststoffen.
Der alte Durchmesser wird wieder hergestellt. Kein Gewindeschneiden nötig. Selbstschneidende Gewindebüchsen aus gehärtetem Spezialstahl schneiden das neue Gewinde. Die nachfolgend aufgeführten Gewindebüchsen sind sowohl in der geschlitzten als auch in der Bauform mit 3 radialen Bohrungen selbstschneidend. Der Schneideffekt wírd durch die scharfen Kanten der unterbrochenen Gewinde-gänge erzielt. Der Einbau ist daher ohne Gewindebohrer möglich.
Montageanleitung
Zerstörtes Gewinde ausbohren (siehe Bohrlochempfehlung). Bohrloch ansenken. Gewindefest mit Schneidschlitz oder Bohrung nach unten (siehe Abbildung) bündig auf die Eindrehhilfe schrauben und mit Kontermutter festsetzen. Gewindefest außen einfetten und mit Windeisen 0,1 - 0,2 mm unter die Werkstückoberfläche eindrehen. Achtung: Nicht seitlich verkanten!
Kontermutter lösen und Eindrehhilfe herausdrehen. Die Gewindefestbüchse verbleibt im Werkstück.
Gewindereparatur in Stahl
Je nach Festigkeit des Werkstücks muß mit Gewindebohrer 1 - 2 oder 3 vorge-schnitten werden.
Behelfsmäßiger Einbau auch mittels einer gehärteten Schraube mit Kontermutter möglich.
Standard-Büchsen
Größen
M 2,5 (Stück) + Euro 1,00
M 3 (Stück) + Euro 1,00
M 3,5 (Stück) + Euro 1,00
M 4 (Stück) + Euro 1,00
M 5 (Stück) + Euro 1,30
M 5 (Set) + Euro 14,00
M 6 (Stück) + Euro 1,50
M 6 (Set) + Euro 17,00
M 8 (Stück) + Euro 1,50
M 8 (Set) + Euro 17,00
M 9 (Stück) + Euro 1,80
M 10 (Stück) + Euro 1,80
M 10 (Set) + Euro 20,00
M 12 (Stück) + Euro 1,80
M 12 (Set) + Euro 20,00
Kombiset + Euro 40,00
Werkstattset + Euro 95,00
Zündkerzen-Gewindebüchsen Bauform BA
Größen
M14 x 1,25 Set + Euro 30,00
M 14 x 1,25 (9mm lang) + Euro 3,00
M14 x 1,25 (15 mm lang) + Euro 3,00
Dünnwand-Gewindebüchsen Wandstärke nur 1 mm
Größen
M 3 (Stück) + Euro 1,50
M 3,5 (Stück) + Euro 1,50
M 4 (Stück) + Euro 1,50
M 5 (Stück) + Euro 1,80
M 5 (Set) + Euro 20,00
M 6 (Stück) + Euro 2,00
M 6 (Set) + Euro 22,50
M 8 (Stück) + Euro 2,00
M8 (Set) + Euro 22,50
M 10 (Stück) + Euro 2,30
M 10 (Set) + Euro 25,00
M 12 (Stück) + Euro 2,50
M 12 (Set) + Euro 28,00
Gewindebüchsen in UNF oder UNC (amerik.Zoll)
Größen
No. 4 (UNC) Stück + Euro 1,50
No. 4 (UNF) Stück + Euro 1,50
No. 6 (UNC) Stück + Euro 1,50
No. 6 (UNF) Stück + Euro 1,50
No. 8 (UNC) Stück + Euro 1,50
No. 8 (UNF) Stück + Euro 1,50
No. 10 (UNC) Stück + Euro 1,50
No. 10 (UNF) Stück + Euro 1,50
1/4 Zoll (UNC) Stück + Euro 1,50
1/4 Zoll /UNF) Stück + Euro 1,50
1/4 Zoll (UNC) Set + Euro 17,00
1/4 Zoll (UNF) Set + Euro 17,00
5/16 Zoll (UNC) Stück + Euro 1,80
5/16 Zoll (UNF) Stück + Euro 1,80
5/16 Zoll (UNC) Set + Euro 20,00
5/16 Zoll (UNF) Set + Euro 20,00
3/8 Zoll (UNC) Stück + Euro 2,00
3/8 Zoll (UNF) Stück + Euro 2,00
3/8 Zoll (UNC) Set + Euro 22,50
3/8 Zoll (UNF) Set + Euro 22,50
7/16 Zoll (UNC) Stück + Euro 2,50
7/16 Zoll (UNF) Stück + Euro 2,50
7/16 Zoll (UNC) Set + Euro 28,00
7/16 Zoll (UNF) Set + Euro 28,00
1/2 Zoll (UNC) Stück + Euro 3,00
1/2 Zoll (UNF) Stück + Euro 3,00
1/2 Zoll (UNC) Set + Euro 34,00
1/2 Zoll (UNF) Set + Euro 34,00
5/8 Zoll (UNC) Stück + Euro 3,50
5/8 Zoll (UNF) Stück + Euro 3,50
5/8 Zoll (UNC) Set + Euro 39,00
5/8 Zoll (UNF) Set + Euro 39,00
Kombiset UNC + Euro 55,00
Kombiset UNF + Euro 55,00
Werkstattset UNC + Euro 105,00
Werkstattset UNF + Euro 105,00
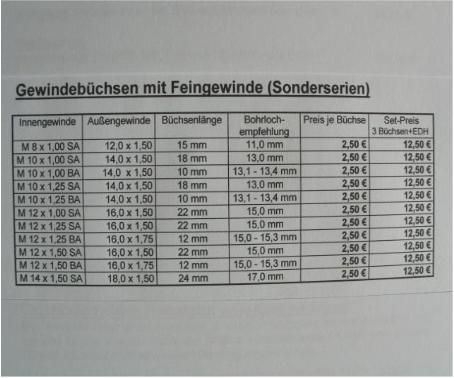
Gewindebüchsen in Feingewinde (Sonderserien)
Größen
M8 x 1,00 SA (Stück) + Euro 2,50
M8 x 1,00 SA (Set) + Euro 12,50
M10 x 1,00 SA (Stück) + Euro 2,50
M10 x 1,00 SA (Set) + Euro 12,50
M10 x 1,00 BA (Stück) + Euro 2,50
M10 x 1,00 BA (Set) + Euro 12,50
M10 x 1,25 SA (Stück) + Euro 2,50
M10 x 1,25 SA (Set) + Euro 12,50
M10 x 1,25 BA (Stück) + Euro 2,50
M10 x 1,25 BA (Set) + Euro 12,50
M12 x 1,00 SA (Stück) + Euro 2,50
M12 x 1,00 SA (Set) + Euro 12,50
M12 x 1,25 SA (Stück) + Euro 2,50
M12 x 1,25 SA (Set) + Euro 12,50
M12 x 1,25 BA (Stück) + Euro 2,50
M12 x 1,25 BA (Set) + Euro 12,50
M12 x 1,5 SA (Stück) + Euro 2,50
M12 x 1,5 SA (Set) + Euro 12,50
M12 x 1,5 BA (Stück) + Euro 2,50
M12 x 1,5 BA (Set) + Euro 12,50
M14 x 1,5 SA (Stück) + Euro 2,50
M14 x 1,5 SA (Set) + Euro 12,50
Oelablassgewinde-Reparatur (ohne Gewindebüchsen)
Größen
für M 12 x 1,5 + Euro 40,00
für M 14 x 1,5 + Euro 40,00
für M 16 x 1,5 + Euro 40,00
Zündkerzen-Gewinde-Reparatur (Dünnmetallbüchsen mit Kragen)
Sorten
Bohrer, 8 x 1113, 8 x 1119 + Euro 48,50
Bohrer, je 4 x 1109, 1111, 1113, 1119 + Euro 48,50
ZK-Büchse 1109 + Euro 2,30
ZK-Büchse 1111 + Euro 2,30
ZK-Büchse 1113 + Euro 2,30
ZK-Büchse 1119 + Euro 2,30
ZK-Büchse 2119 + Euro 2,30
ZK-Bohrer + Euro 23,50
Für alle M 14 X 1,25 Gewinde in Aluminium-
Zylinderköpfen:
Fester Sitz, kompressionsdicht.
Für Kerzen mit Dichtring oder Konussitz.
Bei nicht ausgebautem Zylinderkopf darauf achten, daß der Kolben und Ventile nicht in den Arbeitsbereich des Bohrers ragen.
1. Längsnuten mit Fett füllen und mehrmals wechseln, damit keine Späne in den Verbrennungsraum fallen.
2. Bohrer fluchtend zur alten Bohrung in Arbeitsstellung bringen.
3. Unter Druck in Längsrichtung mit Vorschneidekegel des Bohrers altes Gewinde herausschälen.
4.Neues Gewinde schneiden: immer darauf achten, daß der Gewindebohrer genau fluchtet! Mehrmals kurzes Vor- und Zurückdrehen begünstigt die präzise Ausführung des neuen Gewindes.
5.Kompressionsraum nach dem Gewindeschneiden sauber ausblasen.
6.Gewinde-Einsatz auf Zündkerze drehen und gemeinsam so in die neue Gewindebohrung einschrauben, daß der Bund des Gewinde-Einsatzes fest am Zylinderkopf aufliegt: letzte Vierteldrehung mit kleinem Ruck ausführen.
Artikel-Nr. --- für Zündk.mit --- für ZK.-Länge
--- 1111--------- Dichtring-----------11,1 mm
--- 1113--------- Dichtring-----------12,7 mm
--- 1119--------- Dichtring-----------19,0 mm
--- 2119--------- Konus---------------17,5 mm
--- 2114--------- Bohrer für ZK 14 x 1,25
http://www.v-lamberti.de